
| Updated March 19, 2024
A tube laser is a relatively new machine in the fabrication industry. Laser cutting and laser technology for flat sheet and plate metal has been around for a long time and is well-adopted by nearly all serious metal fabrication shops. It is only in recent years that laser cutting technology has been adapted to cut tube and shape lengths.
The machine uses a laser beam to cut metal tubes and other extruded shapes into desired parts. It works by generating a high-powered laser beam which is focused onto the surface of a metal tube. The laser beam melts, vaporizes or burns away the material, creating a clean, precise cut. The cutting process is guided by a computer-controlled motion system that synchronizes both the laser beam and the tube movement to create the desired shape. The system typically includes a laser generator, a resonator that amplifies the laser beam and a cutting head that houses the laser beam and the motion system.
Tube lasers, as one might guess by the name, are great at laser cutting tube. This includes all shapes and sizes of tube, including round, square, rectangular and even oval shapes.
Most customers, however, are unaware that tube lasers also cut a bunch of other shapes, including angle, channel, beams and even custom extrusions.
Tube lasers act very similar to flat sheet lasers when it comes to the types of materials they can cut. CO2 lasers will cut traditional metals that include steel, stainless steel, aluminum and galvanized materials. Tube lasers that use fiber technology will cut all those listed above, plus they can cut copper and brass materials. The main difference between a CO2 tube laser and a fiber tube laser is the cutting technology. Reflectivity has always been an issue for CO2 laser cutting, which is a problem when cutting metals like copper and brass.
Like most pieces of equipment, there are generally size ranges for machines. Some tube lasers are equipped to handle tube shapes as large as 16.00–18.00 inches. Other tube lasers will only handle shapes up to 2.00 inches. Most fabrication shops opt for something in the middle, which will handle tube shapes from approximately 1.00–8.00 inches.
Bigger shaped machines move much slower than smaller shaped machines. The tradeoff is flexibility versus speed.
Some flat lasers do have add-on capacity which allows them to handle small tube shapes. These types of machines often require a fair amount of setup time to transition between flat sheets and tube shapes. In addition, nearly all these machines are limited by the fact that they only cut two-dimensionally. Many shops will claim that they have tube laser cutting capacity, but the reality is that they are very limited in what they can cut.
Dedicated tube lasers, on the other hand, are designed to solely cut long lengths of material. Most tube lasers can handle a full twenty, or twenty-four-foot, length that is common, for example, in something like 2.0 x2.0 x.125 square tubing. In fact, dedicated tube lasers can take bundles of tube and load the lengths on sequentially. The big benefit here is efficiency. Hand loading tube, like one must do when using a flat laser, is easily overcome, as stack-after-stack of tube moves through the machine untouched by human hands until it processes out the back end of the machine.
Another big difference is the piece sizes that can be cut. Flat sheet lasers can only cut maximum lengths of tube that will fit inside the laser bed, generally something less than ten feet. Tube lasers, on the other hand, can usually cut lengths of tube or angle that are up to twenty feet long, even longer in many cases.
Again, back to efficiency, tube lasers cut through part nests inside twenty-foot lengths just like flat lasers cut through part nests on 4×10 flat sheets. That is something that flat sheet lasers cannot do when cutting tube.
Finally, the last big difference between flat sheet lasers and tube laser is 3D cutting. Nearly all dedicated tube lasers can cut on four to five axis. This allows tube lasers to cut odd shapes and sizes like angle or channel or beam. It also allows tube lasers to put chamfers on parts which will often make the parts weld-ready without the need to grind chamfers after saw cutting. Flat sheet lasers, as mentioned before, only cut on two axis, X and Y.
Cutting flat sheet and cutting shape lengths are very different animals. Tube, angle, channel—all these shape types come with much more variability than one would find on a flat sheet or plate. Many are surprised to learn that shape materials often come with bows and even twists.
This does create some challenges when trying to tube laser to very tight tolerances. Most machines can generally maintain +/- .010. Tube laser cutting machines will often use touch-probe technology to reach down and touch the tube before cutting. This technology will create very accurate parts but does slow down the cutting process. Flat laser cutting can often boast +/- .005 tolerances but tube laser cutting will often cap out at +/- .010.
All things considered, .010 is still a very tight tolerance particularly when compared to traditional methods of saw cutting and drilling.
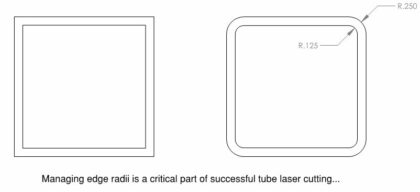
In addition to twists or bends in structural shapes, tube lasers can struggle as they confront the variability between edge radii. Using, again, 2.0 x2.0 x.125 tube as an example—some manufacturers roll tube with .125-edge radii and other manufacturers have .187-edge radii. That small, .062 difference, becomes a big deal when the programmer is trying to make a detailed cut around the tube.
Many times, this can be managed by ordering batches of tube sizes from the same manufactures for consistency.
Another issue is that shape material is often less clean than traditional sheet metals. Rust, debris, dirt and lacquer finish on material can make laser cutting difficult, or at best, slow. Metal suppliers have begun to correct this situation, similar to what took plates on sheet and plate metal, as they realize how important clean shape materials are for the tube laser cutting processing.

More and more, engineers are starting to wake up to the possibilities of tube laser cutting. Shapes and sizes that used to be expensive, or even impossible, to manufacture are becoming possible and much easier. Cutting slots in tube, for example, would have historically required a machining process. Now, cutting slots in tube and other shapes is a piece of cake!
Designing parts with tube laser capabilities in mind gives engineer a wider range of possible outcomes.
More than engineering, however, is the notion of downstream manufacturing. Traditional tube and shape cutting processes are typically done with a saw. Saw cutting is slow and quite inaccurate. Slow cutting is one problem, but inaccuracy creates trouble for subsequent processes downstream in the manufacturing process.
Take, again, our piece of 2.0 x 2.0 x.125 square tube—consider fabricating a simple 3-by-6-foot rectangular frame. In the past, a typical job shop using a saw would miter cut the tube into four, forty-five-degree angled parts. Moving, measuring and setting up the saw to cut parts on forty-five-degree angles is time consuming and, usually, quite inaccurate.
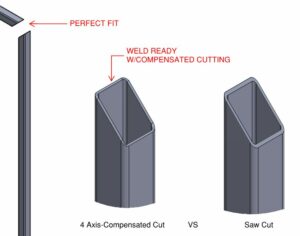
When the parts are cut inaccurately, it creates problems for the welders downstream. Now, the welders are being forced to match parts together that will have variability. Some gaps are wider than other gaps, resulting in more fit-up time. Extra weld on one edge versus another edge pulls the frame out of square. Experienced welders have become good at managing these variations but all of this takes time, time, time.
Tube laser cutting is so accurate that there are no inconsistent gaps or sloppy fits. The resulting benefit is that parts are cut much faster and welded much faster.
Granted, this is a very simple example, but the more complicated the part, the more relevant the solution.
Tube lasers are impacting manufacturing on both the design front and the fabrication efficiency front.
Understanding that outside radii matter is an important part to modeling and creating drawings for tube laser work. Most shops can modify models to match the tube they generally use but engineers often make the mistake of drawing shapes with hard, outside ninety-degree corners.
Some types of aluminum tube and thin wall tube do have tight outside corners, but most tube, channel, angle, etc. have some kind of radiused edge, whether inside or outside, or both.
This, of course, depends on shop capacity, but tube laser cutting is fast—extremely fast! Parts can be turned around in very little time because most tube laser machines can auto-load tube in large bundles and after that it is a simple cut and stack.
This is a very simple process for us at AMF—some simple parts can simply be uploaded into our auto-quoting module online. You can get pricing without even talking to an estimator. More complicated parts can be sent into our estimating team and we can get you pricing in very short order.
Like anything, pricing is generally driven by both complexity and tolerances. High tolerances are often not necessary but become part of standard engineering title blocks. Take a look at your parts and see if you have holes or cut-outs that are called out at unnecessarily tight tolerances. Simple changes like that can make an enormous difference in the part pricing quoted.
Many people are not aware of tube laser technology—they don’t know what they don’t know, so-to-speak. Learning more about tube laser technology is very helpful.
Here’s a couple of things to remember:
Many of our job shop brothers are afraid to outsource tube laser work to a competing shop. We recognize that this is a concern, but again, consider how much faster you will be able to weld your parts together. This translates into direct price savings, which will allow you to, if necessary, provide more competitive pricing, which should result in more work. In other words, it should be providing you with more work, not less.
Hope some of this information is helpful. If you want to talk, please reach out and email us at info@allmetalsfab.com. All Metal Fabrication is an ISO 9001:2015 certified job shop, fabricating and shipping parts all over the United States—we’d love to ship some parts to you!

Rich Marker is an 18 year, skilled professional in metal fabrication and manufacturing. Co-founder, owner and principal of All Metals Fabrication, Rich has helped to sustain the company’s success over a variety of economic conditions. He has extensive background in continuous improvement, training and process improvement, and emotional intelligence—among other specialized proficiencies. He loves to learn, fly fish, watch college football and devour NY style pizza! He has the best family on earth, loves a good plan, great teaching and the opportunity to get better.
Learn More{kind=link}
{kind=link}