
I have David Archuleta’s song, Glorious, passing through my mind as I consider how fabrication processes work.
I told that to my wife the other day and she thought I was crazy. I am a huge fan of this song—I would suggest, as a side note, listening to it and seeing if it doesn’t make you feel better—something we all could use these days.
Metal Fabrication, like all manufacturing processes, works in symphony. Each part is essential in the overall process of fabricating great metal parts.
Sheet metal fabrication almost always starts with some form of cutting flat sheets which are purchased from upstream suppliers.
Cutting flat sheet metal is most often done with Laser, Plasma, Turret Punch or Shear cutting.
Each of these cutting processes has its own advantages.
Laser cutting is likely the most popular of the bunch. Significant advantages to using this process are speed, accuracy and cutting quality. Most laser cutting machines these days cut through .25 steel sheet like butter. In addition, the cutting speed and accuracy are outstanding. Flat lasers can easily hold .010 tolerances and depending on cutting power, can cut through materials as thick as 1.00”
The cuts are straight and the edges, if done correctly are often almost burr free.
Plasma cutting is popular for steel sheet metal where tolerances and quality are less finicky. The major advantage to Plasma cutting is that it is much less expensive than Laser cutting. This cost difference comes mainly from the fact the Laser machines cost 4 to 5 times more than Plasma machines. In addition, consumables for laser cutting, like gas, are more expensive.
Laser cutting would be appropriate for high end OEM parts where Plasma cutting might be more suitable for something like HVAC duct assemblies.
Turret punching is quite specific and used for sheet metal that needs special holes, numerous holes, or holes that require dimpling. Turret punches, as the name suggests, work by actually punching the metal with dies, both top and bottom, to creates holes where Lasers and Plasma work by “burning” the metal so to speak.
Perhaps the most old-school way of cutting metal is from big Shears, which actually work like gigantic scissors. Shears, these days, are mostly used for cutting long-length sheets that only require a single, quick, cut.
A good example might be custom metal flashing. The metal is simple cut and then moves to the next workstation to be formed. Anything beside a straight cut, like notching the corners or adding special holes, would not be effectively done on a Shear.
Once a flat sheet is cut, the next significant process if often forming.
Forming in blacksmith days was done by pounding the metal over something.
Today’s metal forming processes are, obviously, very technical.
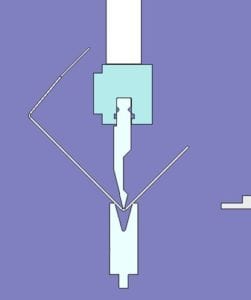
In the sheet metal world, the most common way of forming would be done with a Press Brake. Press braking uses hardened dies that actually smash the metal between a top die and a bottom die.
AMF software actually rendering forming conditions for a job in our system.
There are thousands of dies that create thousands of shapes, but for ease of explanation the best example would be the V die set. The top V die is solid and often called a punch. It punches the metal, or presses the metal, into the bottom V. Think of a V inside a V with a flat sheet of metal between them.
That pressing action between the V’s is what forms the metal, and, depending on how far the top punch pushes the metal in the bottom die, to a specific degree.
After a part is Laser cut and Formed, the next process is usually assembly of some sort—the most common might be Welding.
Welding is an extremely technical field of expertise and it might be as large and vast all the other topics and processes combined. Common weld methods are usually called MIG’ing and TIG’ing. The first, MIG welding, is a wire feed type of welding and what one usually pictures when he sees a welder surrounded by sparks and bright lights.
The second, TIG, is done with Tungsten Rod and typically used for Stainless Steel or other high-end metals.
For the purposes of this article, Welding is usually the end process that puts all the sheet music together, so to speak. Flat sheets laser cut and formed come together during welding to make an entire assembly of parts stick together, as it were.
Of course, this is a very high level examination of three major processes in fabrication but there are many others such as the following:
Ultimately, the goal is to create amazing metal parts.
When a person walks out into a shop, he/she will hear the many sounds like a breathing laser as it ramps up power to cut through thick aluminum or the pounding turret punch as it hits the metal with little thuds hundreds of times a minute.
He/she will also hear hammers pounding like rock stars, welding machines buzzing like slow moving bumble bees.
When the work is done we often see it on light-rail trains, basketball standards, restaurant tables, construction sights—it is, frankly, everywhere.
I will notice something we made and proudly say to my wife, “Look honey, we fabricated that part.” She usually replies, “That’s great dear…” and then moves on to the next topic.
Every day stuff, I know, but music to my ears—like a symphony!
Rich Marker
President

Rich Marker is an 18 year, skilled professional in metal fabrication and manufacturing. Co-founder, owner and principal of All Metals Fabrication, Rich has helped to sustain the company’s success over a variety of economic conditions. He has extensive background in continuous improvement, training and process improvement, and emotional intelligence—among other specialized proficiencies. He loves to learn, fly fish, watch college football and devour NY style pizza! He has the best family on earth, loves a good plan, great teaching and the opportunity to get better.
Learn More{kind=link}
{kind=link}