
| Updated March 19, 2024The topic of welding, in general, is as vast and varied as the world’s oceans. Which is to say, it is enormous. Talking about TIG and MIG welding is a comparative drop in the bucket and even that topic is big.
To address which is better is like saying which sandwich spread is better, mayo or butter?
The answer is… that it depends.
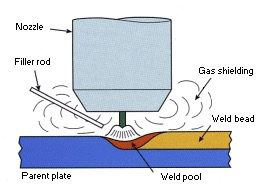
TIG (Tungsten Inert Gas) (GTAW) welding is generally used on stainless steel, aluminum and other non-ferrous metals. Inert gas is used to protect or shield the weld pool. In many cases, particularly when the welds have to be small and look good, TIG welding is the way to go.
Good examples of TIG welding
In this picture, an All Metals Fabrication (AMF) welder is putting together a stainless steel shelf assembly. He is welding stainless tube (cut on our tube laser) to a stainless steel sheet (cut on one of our flat lasers and formed).
 tig stainless steel shelf assembly
tig stainless steel shelf assembly
This process requires that the welder feed his weld with a filler rod called Tungsten (the item he’s holding in his left hand), to create a puddle around the weld joint.
In his right hand, he’s holding a TIG torch, which consists of several parts and is used to aim gas through a round nozzle and create an electrical current to create the welding process.
Stated simply, gas, electrical current and Tungsten filler rod create this process.
Switching from TIG to MIG welding: MIG (Metal Inert Gas) (GMAW) welding is very common, if not the most common form of welding in today’s metal fabrication industry.
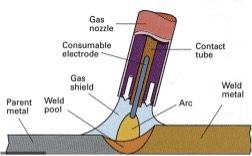
MIG welding is an arc-welding process that feeds wire and gas through a welding gun. The wire is consumed as it passes through the gun and melts into the weld, unlike TIG welding where the weld torch tip is not consumed.
Because MIG welding does not require manually feeding the Tungsten wire, and for a few other reasons, it is usually considered much easier and much faster.
MIG welding is often used for heavier metals, particularly steel. The wire feeding through the gun acts both as the electrode and filler material, which make the process much faster.
MIG welding is often used for heavier metals, particularly steel. As alluded to earlier, the wire feeding through the gun acts both as the electrode and filler material, which make the process much faster.
Good examples of MIG welding
Here an AMF welder is putting the finishing weld touches onto a steel assembly part that looks like a miniature toilet (it’s actually a part for a gear housing used in the ski industry).
Just like in TIG welding, this is a combination of parts that have come downstream from AMF’s laser cutting and forming machines to this weld station, where all the sub-assembly parts are being welded together.
The welder’s holding the gun in his right hand and steadying it with his left, while he’s welding inside the assembly.
MIG welding is often characterized by lots of bright sparks flying around and might be what most people think of when they see someone welding in a movie or commercial.
The gun actually has a trigger on it (hence the term gun). When it’s pulled it causes the wire to feed through the gun itself. The wire is slowly consumed and passes through the gun at a rate the welder is able to modify, depending on how much wire he or she is dumping into the weld.
The welder really has to concentrate and work hard to make sure the weld is penetrating into the material. Welder qualifications are important, but a topic for another day.
MIG welding is better for heavier metals, steel metals, welds that don’t need to look as pretty and repeat assemblies. It is easier to learn and usually demands less money per man hour.
Most traditional weld shops lean toward MIG welding. However, great weld shops must have great capacity at both… since both are better, and yes, we like mayo on our sandwiches.
Learn more at www.allmealsfab.com.

Rich Marker is an 18 year, skilled professional in metal fabrication and manufacturing. Co-founder, owner and principal of All Metals Fabrication, Rich has helped to sustain the company’s success over a variety of economic conditions. He has extensive background in continuous improvement, training and process improvement, and emotional intelligence—among other specialized proficiencies. He loves to learn, fly fish, watch college football and devour NY style pizza! He has the best family on earth, loves a good plan, great teaching and the opportunity to get better.
Learn More{kind=link}
{kind=link}