
| Updated February 24, 2021Customers are often baffled by an over-the-phone explanation of why certain sized channels cannot be press brake formed. Although press braking appears to be a simple concept, precision accuracy can be quite difficult.
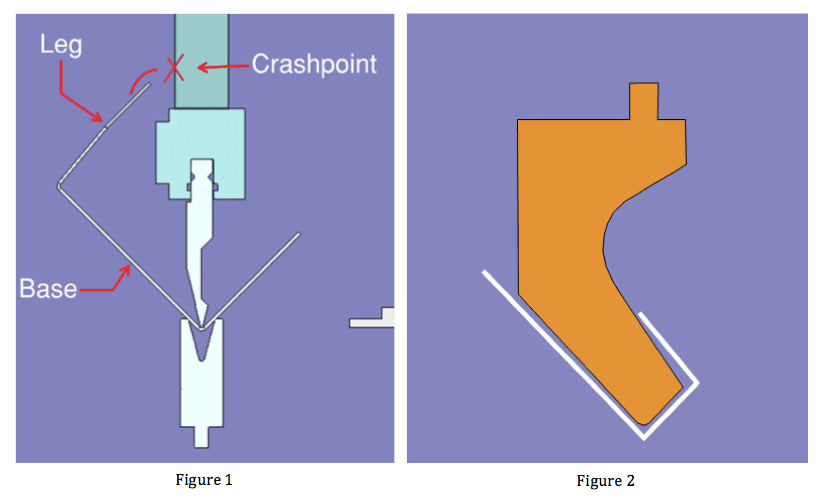
There are a couple of reasons for this but the most significant reason is best illustrated by Figure 1.
If the channel has vertical legs that are too long when compared to the base, the leg formed first will crash into the forming dies before the second bend bottoms out at 90 degrees.
When that happens the metal will crash into the brake or forming dies and the legs or base (or both) will be stretched and contorted, which basically ruins the channel.
 Sometimes these constraints can be overcome. Here are some suggestions when forming small-sized or deep-leg channels:
Sometimes these constraints can be overcome. Here are some suggestions when forming small-sized or deep-leg channels:
Most metal fabricators will have a few sets of standard gooseneck dies for basic channel forming but often times custom sets of metal forming dies will have to be ordered to form and fabricate the parts needed.
These types of dies are expensive, costing several hundred dollars per foot so smaller-sized jobs, particularly non-repeat jobs, are often not quoted because of the excessive cost of purchasing a custom die set.
Back bending works by creating a “W” shape in the formed part and then hitting the channel again with a flattening die to smash the middle section out of the “W” (See Figure 3).
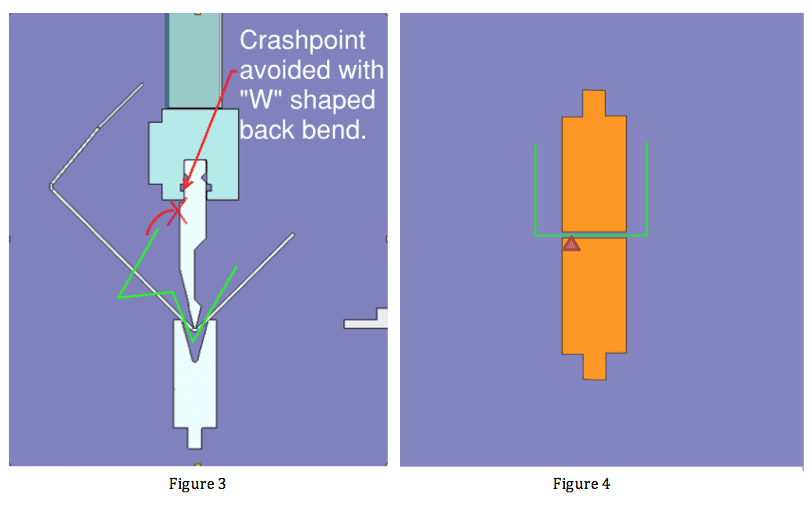
Back bending (see the green shape) keeps the leg of the die from smashing into the crash-point as shown in the illustration. This works well when there may be only a few parts to bend and the fabricator and customer decide, jointly, that it makes sense.
There are a few drawbacks to this method.
One, the metal part will have a line down the middle of the channel where the metal was flattened, which may or may not be important depending on how the part is used. (See red triangle in Figure 4).
Two, this is not a very efficient way of forming parts because it takes several press brake setups and multiple handling of parts compared to basically one set up if the part was formed with the gooseneck dies shown in Figure 2.
All of this is simply to say that forming small or deep channels in sheet metal, as we originally pointed out, is not as easy and obvious as one might think.
Hopefully, this will help you as you work with your local metal fabricator.
Future metal fabrication and press brake forming topics that relate to this will include forming fractures (when metal actually fractures or breaks as it is formed), minimum forming dimensions (what is too small to form) and forming to inside or outside dimensions.
{kind=link}
{kind=link}